

全国服务热线
0755-23197339
0755-23197339

联系人:肖经理
电话:0755-23197339
传真:0755- 29859300
手机:13828771664
邮箱:aotuoshi@atus.email
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋
M]4220型立式珩磨机采用全液压传动,其液压原理见图1-14 0液压传动系统的合理调试、检修与保养是使该机床长期保持稳定使用的重要条件。该机床是由主轴旋转运动、主轴往复运动及主轴箱上下位置的调整运动所组成。现将该机在使用中常见故漳的排除方法介绍如下。
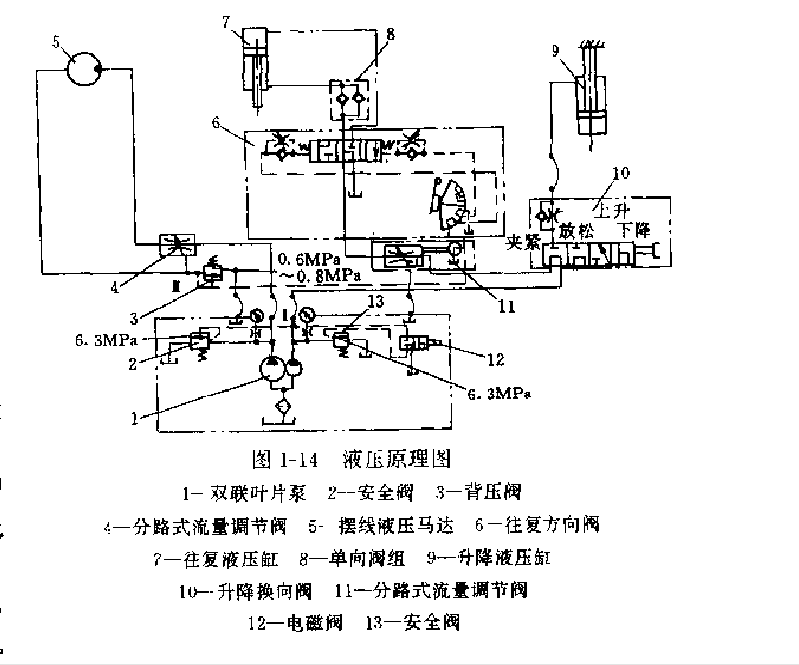
(一)主轴无旋转运动
产生原因:液压泵不能供给一定压力的液压油源;摆线液压马达5有锈蚀;阀4内的溢流阀芯在全溢流位置上“卡住”或阀3的阀芯在关闭位置上“卡住”所致。
解决方法:
(1)油压不足时的解决方法
①如安全阀2调整油压达不到5. 3MP。时,可将电磁阀12去掉,将该处两个进油口堵死。起动电动机,如能达到安全压力,则说明电磁阀3}无毛病。
②如仍达不到安全压力,可将阀2的远程控制口堵死。如能达到要求,说明底板和配油板上从阀2的远程控制口到阀12的进油口有泄漏,可检查排除之。
③如仍达不到安全压力,可另换阀2。
④如还达不到安全压力,则要先观察油位是否达到要求。再将液压泵吊起一定高度.旋下滤油器,清洗后装上,并观察从双联叶片泵1到阀2之间的紫钥管和管接头处是否有泄油现象。如有泄油,应堵漏。如无泄油,就要更换或修理液压泵。
(2)安全压力符合要求时的解决方法
起动电动机,压力表上压力低于起步压力1-6MPa时,扳动阀4手柄,使节流阀的开口量不断变化,如压力基本不变,可认为是阀4上溢流阀芯在全溢流位置上“卡住”。拆下清洗,排除污物即可解决。
(3)安全压力和起步压力符合要求
当安全压力和起步压力符合要求,而主轴仍不转动,可视为摆线液压马达5有严重锈蚀,拆下清洗排除锈蚀或更换新的摆线液压马达。
(4)当安全压力符合要求,阀4上手柄扳到任何位置,压力均为6-3Mpa。可视为阀3阀芯在关闭位置上“卡住”。将阀芯拆下清洗,将背压调到0.6Mpa-0.8Mpa.

(二)主轴转速达不到要求
产生原因:液压泵不能供给一定流量的液压油,阀4的阀芯在部分位置上“卡住”。
解决方法;将I处的接头旋下拧在流量计上,井加压至6.3Mpa时,流量如达不到要求。就要修理或更换液压泵口。阀4的溢流压力随负载的增大而逐步上升,如旋转阀斗上的手把,使阀芯处于不同位置,压力却不随转速增大而增高,反而下降,则可认为溢流阀芯在部分位置上“卡住”。拆下清洗即可解决。
(三)主轴旋转压力过高
当主轴空载低速时.压力在2MFa左右时为正常。当压力达到3MPa时,可认为工作压力过高。主要原因是阀3的背压过高或阀芯有部分卡住现象。摆线液压马达有部分锈蚀或摆线液压马达的机械部分过紧。可逐一检查排除之。
(四)主轴无上下往复运动
产生原因:液压泵装置部分不能供给一定压力的液压油源;阀4的阀芯在全溢流位置上“卡住”;单向阀组8内工;单向阀芯“卡住”不能回油所致。
解决方法:
(1)当安全压力符合要求,扳动阀11上的手柄,使节流阀芯处于各种不同位置口观察压力。压力在1.6MPa。以下,且基本不变,可视为溢流阀芯在全溢流位置上“卡住”。拆下清洗,排除污物即可解决。
(2)阀11手柄转到任何位置,压力均为6.3MPa,可汰为阀8内的I,单向阀芯在关闭位置上“卡住”,拆下清洗即可解决。

(五)主轴上下往复速度不一致
(1)当主轴向下运动的速度大于向上运动的速度,或当主轴往复运动停止及机床总停时,主轴逐渐往下沉。这均是阀8内的I,单向阀在部分或全部回油位置上“卡住”所致。将此阀拆下清洗,排除污物即可解决。
(2)往复换向时两端有停留现象,可适当旋松阀6上两个单向节流阀芯。
(3)往复时两端超程量过大,可适当提高阀3的背压压力。
相关推荐阅读:液压马达维修


1、通过电话、传真与我公司咨询具体故障类型,确认该机器的维修情况与基本维修价格;
2、通过我方取得快递方式将您的液压泵(或马达)等快递至我公司;
3、检测出真正故障,电话或传真确认维修价格;
4、我方开始维修流程,维修好试机正常使用通知客户。
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋 电话:0755-23197339 传真:0755- 29859300
深圳市澳托士液压机械有限公司 版权所有 © All rights reserved 备案号:粤ICP备16093936号-1
网站地图


