

全国服务热线
0755-23197339
0755-23197339

联系人:肖经理
电话:0755-23197339
传真:0755- 29859300
手机:13828771664
邮箱:aotuoshi@atus.email
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋

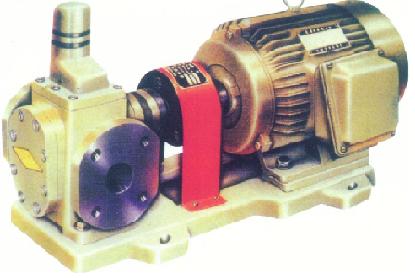
液压齿轮泵相较于柱塞泵以及叶片泵来说,一直是以一副低成本,高效率的面目出现。造价低廉,工作小绿高,压力大,齿轮泵的优点很多,美中不足的情况就是噪音过大(消除噪音方法可以参考:叶片泵噪音过大维修),不能变量。但是,使用齿轮泵的人依旧不少,对于客户来说,只要选择到合适自己的产品就好,无关其他。那么,齿轮泵在工作中也会遇到一些常见的问题,澳托士在这里给大家分析分析如何进行液压齿轮泵维修。
液压泵是液压系统的“心脏”,是将电能或机械能转化为液压能的装置。因此,一旦液压泵发生故障就会立即影响到液压系统的正常工作,甚至不能工作。常用的液压泵有齿轮泵、叶片泵、柱塞泵等。这些泵产生故障有结构设计、制造质量方而的原因,也有使用维修中的问题,产生故障的原因是多方而的。另外,从基本原理上来说,液压泵和液压马达是可逆的,工作原理和基本机构相同。以液压齿轮泵为例来讨论泵本身的原因引起的故障及其修理方法。

当泵体出现扫膛使其径向间隙增大超过0.15~0.2mm时,泵的容积效率就显著下降,必须修理。磨损后可用刷镀方法修复。由于泵体一般用铸铁或者铸铝(或高强度铝合金)制造,因此,采用电刷镀技术修复时,要根据不同材料的泵体选用不同的刷镀工艺,对于铝合金壳体,采用碱铜打底,然后镀镍或镍钨合金。铜和镍交替刷镀直至将沟槽填满并高于泵体而少许。对于钢或铁泵体,则应用镍打底,铜等软金属过渡。注意,不管那种材料的泵体,填补沟槽时的最终刷镀表而应是铜等软金属。填满沟槽后,进行冷磨修正。其方法是:首先将填补后的表而用钳工方法锉削、刮削或用砂纸打毖到可以装入齿轮为止,然后组装泵,进行手工冷磨,让钢制齿轮的牙齿自动将表面修平,并生成正确的几何形状。冷磨后分解泵,清洗、检查、测量,其圆度、圆柱度误差应小于0.02nml,粗糙度Ra为1.25/um,径向间隙符合上表要求。

泵体若吸油孔与排油孔直径相同,在对路损的内表面修整之后,也可在泵装配时将泵体反转180°安装,使其原先磨损很小的一侧处于吸油腔的一侧。
齿轮泵维修相较于其他两种结构的泵的维修方法,在小编眼中来说,一直以一种简单粗暴的方式展现在我们面前。无关其他,齿轮泵的结构较为简单,所以其进行液压泵修理的时候,看起来也就没那么多花哨,做起来也会比较简单。


1、通过电话、传真与我公司咨询具体故障类型,确认该机器的维修情况与基本维修价格;
2、通过我方取得快递方式将您的液压泵(或马达)等快递至我公司;
3、检测出真正故障,电话或传真确认维修价格;
4、我方开始维修流程,维修好试机正常使用通知客户。
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋 电话:0755-23197339 传真:0755- 29859300
深圳市澳托士液压机械有限公司 版权所有 © All rights reserved 备案号:粤ICP备16093936号-1
网站地图


